
How to Print Hollow Models: A Step-by-Step Vase Mode Tutorial
- Pranav Gharge
- Oct 20, 2025
- 8 min read

Vase mode is one of the most underrated slicer settings in 3D printing! Let’s go over this obscure setting and demystify its benefits.

Plenty of 3D models you’ll find in Hive are designed to be hollow in nature. Take, for instance, lamps, vases, storage containers, and even some ornaments. These models benefit from the feature that is Vase mode. It saves printing time & money while outputting a superior quality 3D print.
This guide will take you through the vase mode setting in your slicers and help you understand how to use it to 3D print various Hive designs. We’ll take one of Hive's model's as an example and use it as our hero for this article.
Let’s spiralize!
What is Vase Mode?
Vase mode in the 3D printing context is a slicer setting that lets you 3D print your model with a single wall — no retractions, no filament breaks, no pause. Your entire model is one single strand of filament from bottom to top, with a single wall.
This mode is often termed as “Spiralize Vase/Contour” in slicer settings. The term symbolizes the manner in which the print head moves while printing in vase mode.
Rather than stacking layers flat like bricks, the nozzle in vase mode glides upward in one continuous spiral, just like soft-serve ice cream curling elegantly into a cone.
This unique print head motion lets you print single-walled, hollow models like vases and lamp shades. One thing to note is that these models aren’t modeled to be printed hollow by default. They’re solid, and in many cases, you HAVE to enable the vase mode in slicer settings to print them.
With that sorted, let’s dive into how to use Vase mode in your 3D printing slicer.
The Step-by-Step Tutorial: Enabling Vase Mode in Your Slicer
While the function of “Vase Mode” works the same in every slicer, it’s put in under different sections in each slicer. We’ll go over using Vase Mode in four of the most common slicers you might use in your 3D printing workflows – Bambu Studio, PrusaSlicer, Cura & OrcaSlicer.
For this guide, we’re using Kraken’s Minimalist Spiral Lamp from the Community Catalogue. The print settings will be slightly custom, based on the designer’s guide, but nothing far from the usual. Rest assured, you can apply the same process to other vase models as well.
Bambu Studio and OrcaSlicer
Bambu Studio is a fork of the PrusaSlicer and carries a lot of its features into the application. OrcaSlicer, on the other hand, is a relatively niche slicer, but at par compared to the popular ones. It’s a mix-n-match of the best features from Bambu Studio, PrusaSlicer, and Super Slicer.
The workflow to enable Vase mode in both these slicers is quite similar, and hence we’ve clubbed them into a single section for convenience.
Click on New Project on the Welcome screen.
Load your model by clicking on the “Add model” button on the top toolbar.
Go to the “Others” setting in the left-side panel and scroll down to Spiral Vase under Special Mode.

Check the Spiral Vase box & you will see a Smooth Spiral setting; check that too.

You’ll notice a few settings like “No top-layer”, “Wall-loops”, & “Sparse Infill Density” automatically change in the slicer. It’s typical and a result of the Vase mode.
That’s it. Click on the Slice Plate button in the top-right corner and preview your 3D print.

You can now send the model straight to your Bambu Lab printer and create a beautiful lamp for yourself.
PrusaSlicer
PrusaSlicer has the settings menu laid out differently, but again, it’s easy to enable the spiral vase.
Once you open the PrusaSlicer, add the model to the build plate. Then Open the “Print settings” by clicking on the tab next to the Plater on the top toolbar.

Under vertical shells, enable the Spiral Vase button. A warning pops up with the effects of Vase mode on the 3D model. Click Yes & Proceed.

Go back to the Plater and slice the model.
Preview the sliced print, and notice how the lamp has just a single wall. Voila! Your model is now ready to 3D print in vase mode.

Ultimaker Cura
Ultimaker Cura has the Spiral vase setting slightly hidden as compared to the other slicers. We’ll go through the steps, considering it’s your first time using the Cura software for your 3D printer.
Once you’ve set up the 3D printer using the configuration wizard, you’ll be presented with the slicing window. Add your model in the slicing area.
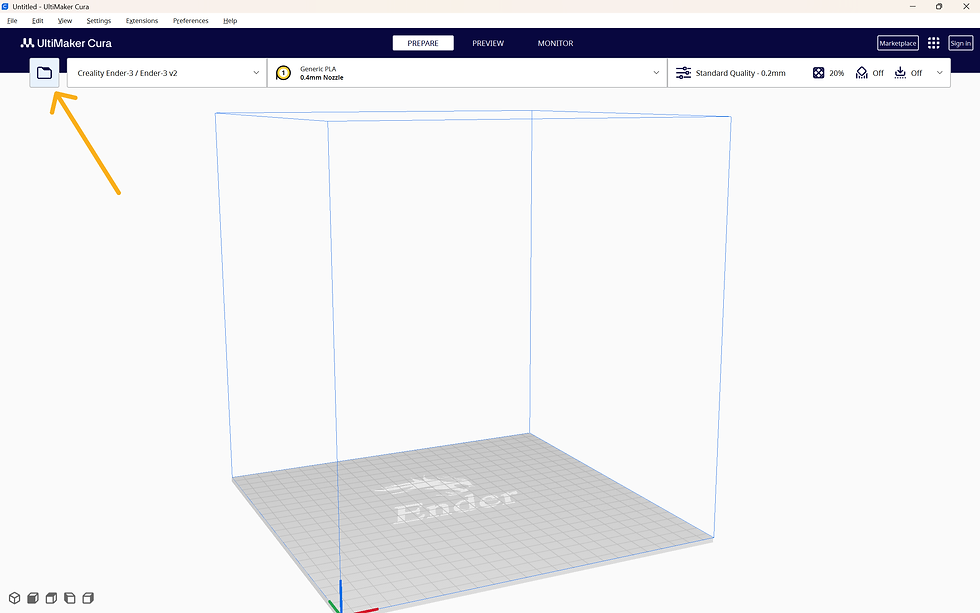
Go to Preferences >> Configure Cura >> Settings >> Check All. This will enable you to access all the slicer settings in Cura.


Close the window and open the Slicer Settings window on the right tab.
Click on the Show custom button.

In the search menu, type “Spiralize” to search for the Vase mode. Check the box, and enable the Spiralize Contour setting.

That’s it! Preview the sliced design and check the model before sending it off to printing.
Settings to Tweak & Tease your way to perfect Vase mode 3D prints
There are a few settings that you can use in tandem with Vase mode to get the best print results. These options help ensure the model doesn’t come out weak, and you can actually sell the final 3D print as a polished product.
Wall Line Width

This slicer setting controls the width of a single wall of your model. The thicker the wall width is, the more strength and rigidity your model has.
Typically, the slicer auto-sets this based on your nozzle width. For instance, with a 0.4 mm nozzle, the wall line width would be set to 0.4-0.42 mm in the slicer. However, you can change it to suit the requirements of the design.
In vase mode, it’s generally recommended to use a slightly higher wall width than usual. Since the model prints with only a single wall, a higher wall width helps make it stronger, more practical, and durable.
Print Temperature

The print temperature is one of the most crucial settings to get right. In the case of the vase mode, a higher wall width means more material flowing out of the nozzle. You need to set a higher nozzle temperature to let the material flow smoothly and bond well with the previous layers.
Consider you’re printing PLA at 200 °C with 0.4 mm nozzle and 0.4 mm wall width. Now, for a vase mode lamp, with 0.6 mm wall width, try setting the temperature to 205-210C °C. It’ll help the material flow consistently with ease. Play around with the setting in 5 °C increments to find the one temperature that suits you the best.
Print Speeds

In Vase mode, it’s important to print slowwww. You need to make sure that each layer has enough time to cool down and set before the next one comes along on top of it. Plus, coupled with a higher temperature and wall width, printing slowly will only help your 3D prints.
Ideally, a print speed between 15-20 mm/s is a good starting point for vase mode models, unless otherwise specified. Start at this speed and increase in 5 mm/s increments if the print quality remains unaffected.
Common Vase Mode Problems & How to Fix Them
Vase mode seems straightforward at first glance, but it can be tricky to print models right off the first go. When things go wrong, it's usually due to one of these common issues. Here’s a quick troubleshooting guide to get you back to printing perfectly.
Problem: My print is incredibly fragile and breaks when I touch it.
This is one of the most frequent issues we’ve encountered with vase mode models. The single wall is beautiful but inherently weak if not printed correctly.
The Likely Causes:
The layer lines aren't bonding strongly enough.
The single wall is simply too thin for the model's size.
The Fixes (Try in this order):
Increase your Line Width: This is the most effective fix. In your slicer, set the Line Width (or Extrusion Width) to be significantly larger than your nozzle size. For a standard 0.4mm nozzle, try a 0.6mm or even 0.7mm line width. This forces more plastic out, creating a thicker, stronger wall that bonds much better.
Increase Print Temperature: A hotter temperature promotes better layer adhesion. Try increasing your nozzle temperature by 5-10°C above what you normally use for that filament.
Slow Down the Print: Speed is the enemy of layer adhesion. Reduce your print speed to a slow and steady 15-20 mm/s. This gives the molten layers more time to melt into each other, creating a stronger chemical bond.
Problem: I see gaps or holes between the layers.
Your print looks like a leaky sieve instead of a solid object. There are gaps in between the layers, and the overall fit and finish is just poor. This is a classic case of under-extrusion.
The Likely Causes:
Your printer is not able to push out plastic filament fast enough to keep up with the print speed.
Your filament isn't melting quickly enough.
A partial clog in the nozzle is restricting flow.
The Fixes:
Check for Nozzle Clogs First: Perform a "cold pull" or use a nozzle cleaning needle to ensure there are no obstructions.
Increase Temperature & Slow Down: Just like with fragile prints, increasing the temperature and reducing the speed will help the plastic flow more consistently.
Increase Flow Rate: In your slicer settings, find the Flow Rate (or Extrusion Multiplier). Increase it in small increments. For example, if it's at 100%, try 103% or 105%. This forces the extruder to push out slightly more plastic for every movement.
Problem: My tall print starts to wobble and fails halfway up.
The print starts perfectly, but as it gets taller, it becomes unstable and either gets knocked over by the nozzle or turns into a mess of "spaghetti." This one’s a common problem with most of the lamps and vases you’ll find in the Hive community catalogue.
The Likely Causes:
Poor bed adhesion creates an unstable foundation.
The lightweight, hollow model is wobbling from the printer's movements.
The Fixes:
Use a Brim: This is a non-negotiable for tall, thin vase mode prints. Go to your slicer’s “Bed Adhesion” settings and add a Brim with at least 8-10 lines. This creates a wide, stable base that dramatically reduces wobble.
Perfect Your First Layer: Make sure your print bed is perfectly clean and level. A flawless first layer is critical for holding the entire model down.
Ensure a Stable Printer Surface: Make sure your printer is on a solid, heavy table. Any wobble in the table will be amplified in a tall, delicate print.
Slow down the first layer speed: Slow down your first layer speeds to 50% of your normal print speeds. This will allow the first layer to set properly and form a solid foundation.
Problem: The surface has zits, blobs, or isn't smooth.
Even though the vase mode has no Z-seam, you might still see small imperfections on the surface.
The Likely Causes:
Wet filament is causing "popping" as moisture turns to steam in the nozzle.
Inconsistent extrusion from a poorly calibrated extruder.
The Fixes:
Dry Your Filament: This is the number one cause of surface quality issues. Even brand-new filaments can be wet. Use a filament dryer or a modified food dehydrator to remove all moisture before printing.
Calibrate E-Steps and Flow: For the best results, your printer needs to be precisely calibrated. Performing an "E-step calibration" ensures your extruder pushes out exactly the amount of filament the slicer asks for.
Check Your Bowden Tube: If you don't have a direct drive extruder, ensure your PTFE Bowden tube is in good condition and doesn't have any kinks that could cause friction and inconsistent filament feeding.
Go Forth & Spiralize!
Well, you’re now equipped with all you need to know about printing hollow models using the Vase mode. We've covered what it is, which models work best, and exactly how to enable and fine-tune the settings in your slicer for that perfect, strong, single-wall print.
Remember that the key to mastering this technique lies in experimentation. Don't be afraid to tweak your line width, slow down your speed, and adjust your temperature to see what works best for your specific printer and filament.
So, pick a model from your designs, open your slicer, and give it a try. The satisfaction of watching a flawless, seamless object spiral up from your print bed is one of the true joys of 3D printing, and we cannot wait to see what you come up with!
Do you want to explore more incredible designs and connect with the minds behind them? Join Cubee and discover the Hive today!


Comments